
Obróbka elektroerozyjna (EDM) to proces wykorzystujący do przetwarzania energię elektryczną i cieplną, zwaną powszechnie obróbką elektroerozyjną. różnica między obróbką mechaniczną i obróbką ogólną polega na tym, że narzędzie nie dotyka obrabianego przedmiotu podczas obróbki mechanicznej, lecz pulsacyjne wyładowanie iskrowe, które jest stale wytwarzane między narzędziem a obrabiany przedmiot. miejscowa i chwilowa wysoka temperatura służy do erozji materiału metalowego. podczas rozładowania widoczna jest iskra, nazywa się to edm
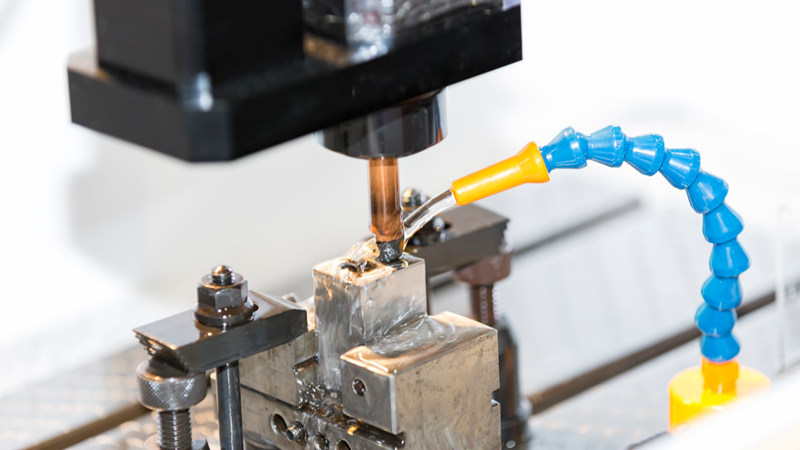
perforacja iskrowa elektryczna.
obróbka perforacji jest najczęściej stosowana w EDM i jest często stosowana do obróbki otworów (okrągłych, kwadratowych, wielokątnych, kształtowych), zakrzywionych, 4ql, mikrootworów itp., takich jak zimna matryca, matryca do ciągnienia drutu, wytłaczanie różnego rodzaju otworów i małych otworów w matrycy, dyszy i dyszy przędzalniczej. dokładność wymiarowa perforacji zapewniona jest głównie przez rozmiar elektrody narzędziowej i szczelinę wyładowania iskrowego. profil przekroju elektrody jest równomiernie zmniejszony o a szczelina w obróbce niż z góry ustalony rozmiar otworu, a dokładność wymiarowa jest wyższa niż obrabianego przedmiotu, co na ogół nie jest niskie. w it7 wartość chropowatości powierzchni jest mniejsza niż przedmiot obrabiany, a prostoliniowość, płaskość i równoległość nie przekraczają 0,01 mm na długości 100 mm.
elektryczna obróbka wnęki iskrowej obejmuje matrycę do kucia, matrycę do odlewania, matrycę do wytłaczania, formę bakelitową, matrycę z tworzywa sztucznego i tym podobne. obróbka wnęki jest trudna, głównie dlatego, że nie przechodzi przez obróbkę otworów ilość erozji metalu jest duża, cyrkulacja płynu roboczego i produkt korozji elektrolitycznej są w niewielkim stopniu wykluczone, a elektrody narzędziowej nie można zrekompensować przez karmić po stracie; po drugie, obszar przetwarzania znacznie się zmienia, a wnęka jest skomplikowana, utrata elektrody nie jest jednolita, a precyzja przetwarzania ma duży wpływ. t dlatego wydajność przetwarzania wnęki jest niska, a jakość jest trudna do zapewnienia. w celu poprawy dokładności przetwarzania wnęki, pod względem elektrody, czystej miedzi i grafit o wysokiej odporności na korozję są stosowane jako elektrody. ponadto w przypadku matowienia powierzchni małych form plastikowych stosuje się również edm.







Xiamen JY Machinery Technology Co.,Ltd










